20 / Plásticos Nº 312
/ AGOSTO - OCTUBRE 2014
S
i alguna vez ha intentado hacer barquillos, entonces
conocerá el siguiente problema. Los barquillos sólo sa-
len bien si previamente se calienta la bandeja a la tem-
peratura correcta. Este mismo principio se aplica a la fa-
bricación de piezas de plástico, como pantallas, frentes, cubier-
tas y paneles de instrumentos, empleando la técnica de moldeo
por inyección. Al molde de conformado de acero se le inyecta
un caldo de plástico líquido calentado igual que una bandeja
para barquillos.
El truco es producir un colado perfecto de la superficie del
molde, que puede ser suave como un espejo o tener una es-
tructura funcional. Lo que se pretende es emplear el moldeo
por inyección para conseguir calidades de superficie funciona-
les y estructurales de las piezas de plástico, como proceso de
un solo paso sin la necesidad de ningún trabajo de acabado. El
proceso tiene que ser también económico y eficiente en térmi-
nos de energía.
Para fabricar piezas de plástico con superficies de gran acaba-
do, el molde de conformado completo se calienta a aproxima-
damente 110 grados Celsius utilizando una técnica conocida co-
mo atemperado variotérmico. Los materiales termoplásticos co-
mo el policarbono se procesan a temperaturas similares.
Con el fin de conseguir una pieza de plástico acabada sin da-
ñarla, el molde debe templarse a aproximadamente 20 a 30 gra-
dos Celsius.
Esto debe realizarse para cada ciclo de producción antes de
volver a iniciar de nuevo todo el proceso, “un proceso que re-
quiere una cantidad considerable de energía”, tal y como ex-
plica Alexander Fromm del Fraunhofer Institute for Mecha-
nics of Materials IWM en Friburgo.
En un intento por mejorar la situación, Fromm y sus colegas
contactaron con el Kunststoff-Zentrum o centro de materiales
de Leipzig para desarrollar una nueva técnica de temperatura
que, en función del producto, es un 90% más eficiente en térmi-
nos de energía que el resto de técnicas utilizadas hasta la fecha.
El truco es evitar el calefactado de todo el molde; puede pe-
sar media tonelada o incluso más dependiendo de la pieza de
plástico que se esté produciendo. Todo lo que ahora se calienta
es la superficie del molde que entra en contacto con el adhesi-
vo de plástico.
MOLDEO POR INYECCIÓN
Calefactado de moldes ultra finos
En el futuro, el calefactado de moldes ultra delgados permitirá que las piezas de plástico se
produzcan con una calidad de superficie ampliamente mejorada. Investigadores han encontrado
también la manera de obtener mayor eficiencia de proceso en términos de energía.
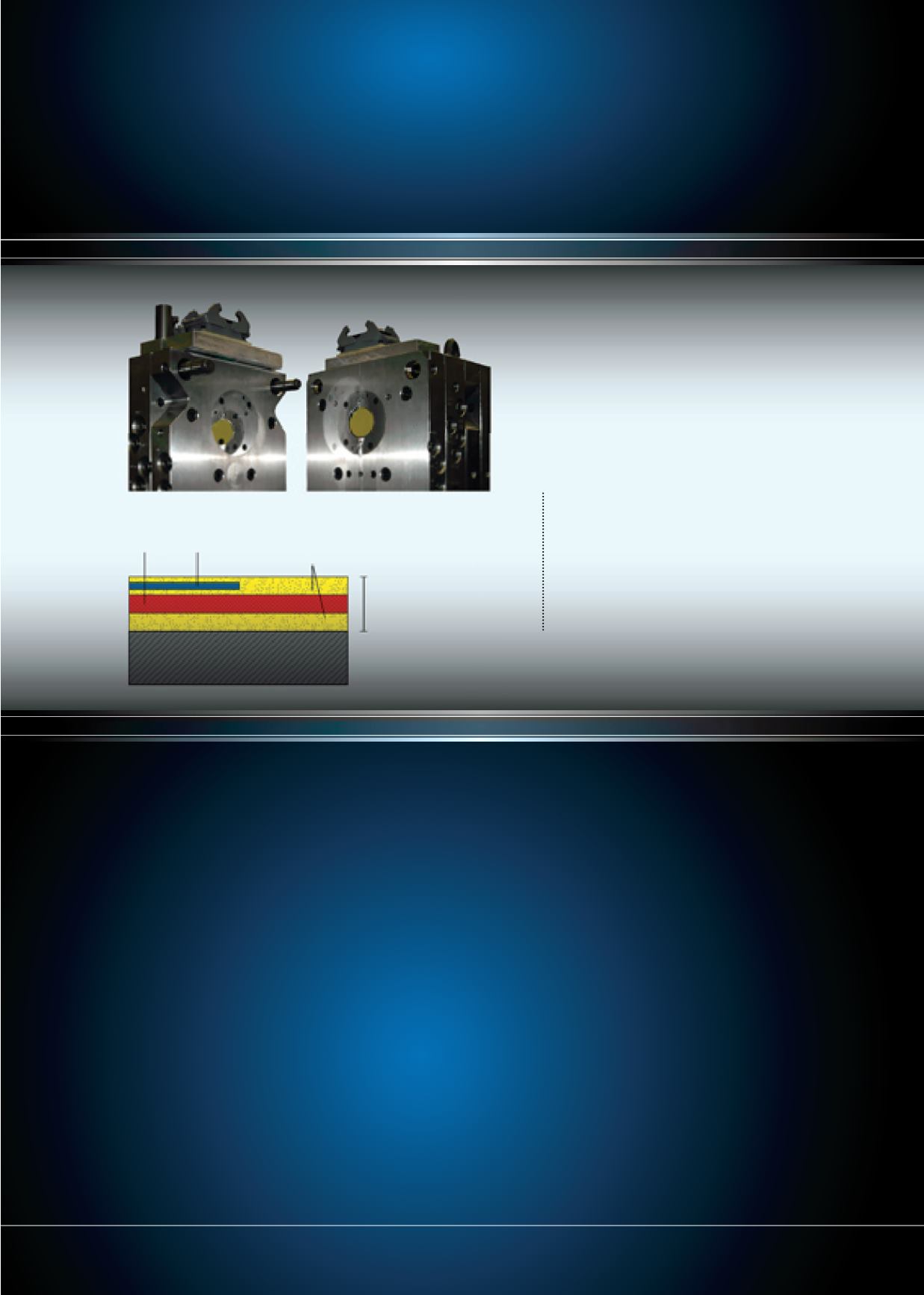
CAPA
CALEFACTORA
CAPA FINA
TERMOELEMENTO DTE
ACERO
Aprox. 10 µm
CAPA DE AISLAMIENTO
OXIDICA
Componentes de plástico más eficientes
en términos de costo con una calidad
de superficie mejorada. Este molde de
moldeo por inyección está equipado
con recubrimientos de temple de capa
fina (área circular en cada mitad
del molde abierto).


